




Channel-Type Color Sorter – Precision Sorting for Agricultural Products
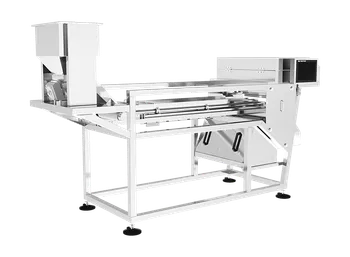
Channel-type color sorters are advanced optical sorting machines designed to deliver high-precision separation of agricultural products based on color, shape, and optical characteristics. They are widely used for grains, seeds, legumes, nuts, and other bulk materials where consistent quality is essential.
By combining high-resolution cameras, intelligent image processing, and fast-response ejectors, channel-type color sorters ensure accurate removal of impurities, defective kernels, and foreign materials. This results in cleaner output, higher product value, and improved processing efficiency.
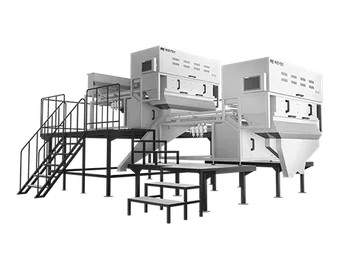
These systems are suitable for both small and large-scale operations, offering stable performance, easy configuration, and reliable operation even under continuous production conditions.
- High-precision optical detection and sorting
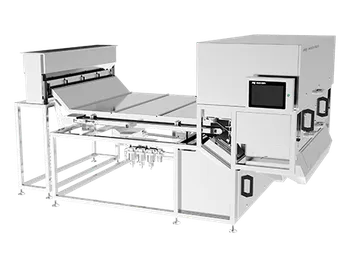
- Multi-channel design for increased throughput
- Advanced cameras and intelligent image analysis
- Fast pneumatic ejectors for accurate separation
- Consistent quality and reduced product loss
Channel-type color sorters can be integrated into complete processing lines or operated as standalone units. They support a wide range of products and can be configured to meet specific quality standards and production requirements.

Key advantages of channel-type color sorting
- Improved product purity and uniformity
- Higher processing efficiency and throughput
- Reduced manual sorting and labor costs
- Stable and reliable operation over long periods
- Flexible adjustment for different crops and materials
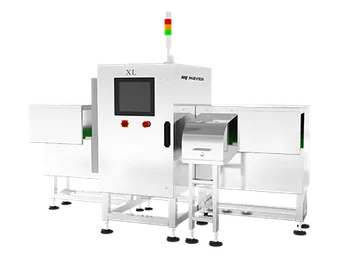
With precise optical technology and robust mechanical design, channel-type color sorters help agricultural producers meet strict quality standards and increase the market value of their products.
- Enhanced quality control
- Lower operational costs
- Reliable performance in demanding environments
- Scalable solutions for different capacities
- Long-term return on investment